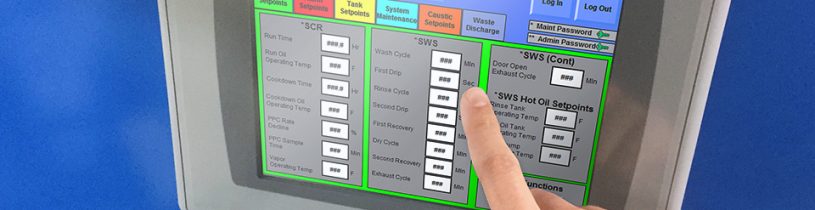
Managing the Process: Operating Set Points
“Our still is locked up.”
Not long ago we received a frantic call from a coatings manufacturer who had recently purchased one of our larger scrape-sided solvent recovery systems. The unit had not been in operation very long. The operator called to say they locked up the still and they now wanted to know what to do next. Our Customer Service Team put one of our Field Service Technicians on the telephone who walked the client through the arduous and messy task of cleaning out the semi-solid mass from the boiling pot. We were able to help the client get up and running again quickly with a lot of manual labor on their part.
After the fact we learned our client had decided to work of some off spec high solids coatings in their recovery system. The distillation system was normally used for recycling waste solvent from their mixing vessel cleanup, a process feed that had very low solids loading. The operator did not change the operating set points when he feed the high solids waste into the still, leading to the lockup.
How Does a “Lock Up” Happen?
For those who may not know, locking up a distillation unit occurs when the infeed solids (resins and pigments) are concentrated to the point where most of the liquid has cooked off, leaving behind the non-volatile still bottoms. This can produces a cement-like mass in the lower portion of the boiling pot, rendering the still inoperable until it is cleaned out. Scraped sides recovery systems can have the scraper drive assembly damaged, an expensive and time consuming repair. With both scraped and non-scraped systems, the baked on solids serve as an insulation preventing heat to get to efficiently heat liquid solvent and limit the volume of liquid in the boiling pot so the overall efficiency is significantly reduced.
Sometimes cleaning can be accomplished by using an aggressive solvent such as NMP, letting it soak for a long time. Others have found success using a caustic solution and the distillation unit’s heaters, solubilizing the semi-solid mass over time to the point it is once again fluid and can be dumped from the bottom of the vessel. Both of these methods can take days. Pressure washing has also been used although with limited success in most instances. Most of the time the baked on mass has to be chipped out using an air operated non-sparking chisel. This requires confined space entry and is very slow and nasty work that runs the risk of damaging the boiling pot if care is not taken.
So how can this situation be avoided?
A lock up will be avoided by making certain enough solvent is left in the concentrated still bottoms to provide a sludge that has a pumpable consistency. This usually translates to a sludge mixture of 50% non-volatiles (pigments and resins) and 50% liquid solvent. Achieving this 50/50 ratio is easy to do if the dirty waste solvent processed in the distillation vessel has a consistent level of solids loading allowing the cook-down set-point to remain constant. However, problems can arise, as in the case with our client mentioned above, when the solids loading of the infeed varies from process batch to process batch. Check out our previous post “Single Stage Distillation 101” to review the process basics.
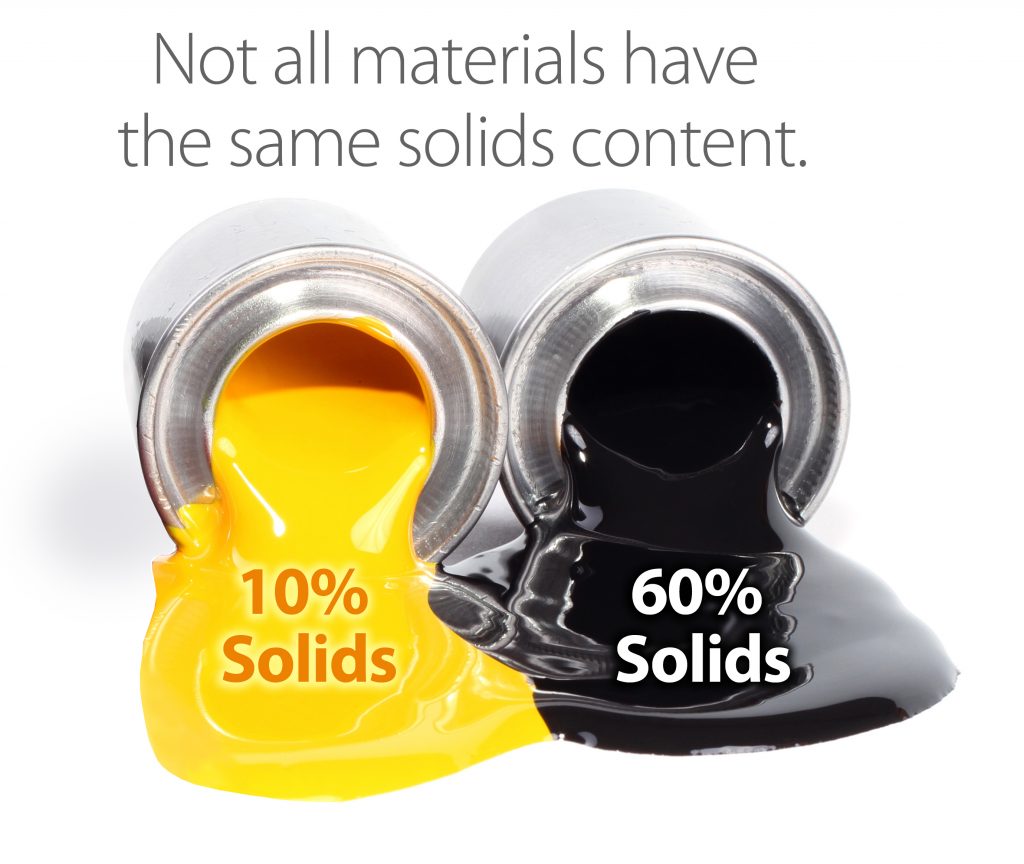
Our client was distilling process cleaning solvent containing <10% solids most of the time. Things became complicated when they decided to process a bad lot of paint in their recovery system. These coatings were high solids, in the range of 60%. This material was fed into the still without reconfiguring the cook-down or the overall cycle run time. Suddenly the instead of 90% of the volume in the boiling vessel representing available solvent, as with the spent cleaning solvent, now only 40% of liquid in the pot was available for distillation. The distillation process time for the cleaning solvent mixture had been set for an eight hour run cycle. The run time was not shortened when the re-worked coatings were fed into the still with a much lower amount of available solvent. Consequently, the little bit of solvent available was boiled off quickly and the remaining pigments and resins continued to harden and cement the scraper blades to the vessel side walls, tripping out the drive motor. Fortunately, the scraper arm assembly inside the distillation vessel was not damaged so costly parts replacement was avoided.
The alternatives?
Our client could have avoided this situation by managing their process better. Three alternatives come to mind that could have been considered in this case to avoid this problem:
- Dispose the distressed coatings as hazardous waste.
- There was not much solvent available in this material
- The energy and process time was not worth the value of the distillate
- Reclaim the waste coatings, operating the system with revised set points
- Again, not much solvent available
- Questionable return on the energy and process time spent
- Minor reduction in hazardous waste volume
- Periodically add a small amount of the waste coatings to the wash solvent stream.
- Waste coating volume would be worked off over time
- Would not raise the solids loading of the process in-feed appreciatively
- Would not diminish the distillation capacity greatly
In the case of our client, the extreme shift in process demands run as they were with inappropriate set points, caused this problem. However PRI can engineer process programming to help deal with some of the process problems that can lead to locking up the recovery vessel with solids. They include:
- Pre-programed multiple recipe set points that allow the selection of several different run campaign operating parameters with a simple the turn of a switch. This option can accommodate different solvent blends, solids loading rates and distillation characteristics.
- Process Performance Control (PPC), automated programming that effectively monitors trending of solids accumulations and distillation rate decline, placing the distillation system into cook-down at the right time, every time. PPC provides optimum solvent recovery and a consistent still bottoms ratio regardless of the infeed makeup.
When you are considering changing your distillation process or changes in product production are planned, please reach out to us at PRI. We will be happy to discuss the best way to address the changes in light of the capabilities of your solvent recovery system and the characteristics of the process waste you want to reclaim. We’re happy to help, as an experienced resource for you.
ISO 9001:2015
